A multi-purpose device
Laser applications cover more and more fields of technology. It is used in the manufacture of parts mainly due to its ability to concentrate energy. The ease with which it can be controlled electronically makes it very efficient in information processing, telecommunications, medicine, optics…
The photocopier and laser printer are based on projecting the beam onto a drum of the appropriate material, such as selenium, and electrostatically charging the illuminated area. This allows the carbon-plastic powder particles to be retained, which are then thermally fused and transferred to the paper.
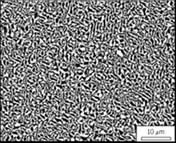
Some lasers deliver pulses of enormous power, with the discharge occurring in times of less than a thousand trillionths of a second. Others provide a continuous beam of up to one hundred million watts per square millimetre. These characteristics make them very useful for materials processing.
They are used, for example, to coat a sheet metal with a highly resistant layer of another material, deposited on it as a powder and melted by laser light; they can bore a material to the desired diameter and depth without affecting the rest of the part, such as holes for car tail lights, or to configure electronic circuits. It is also used for heat treatments, as the extent and depth of thermal penetration is easily controlled on parts that require differentiated surface properties, such as aircraft engines or automotive diesels.
Some laser applications
Measuring distances
Since 1983, the standard metre has been defined as the length travelled by a laser light in a vacuum for 1/299,792,458 seconds (to understand the reason for such a fraction, it is sufficient to realise that the denominator is the value of the speed of light in a vacuum in metres per second). The laser generates a light that makes it possible to obtain length measurements with very high precision. For example, the Earth-Moon distance using a mirror placed there by the Apollo missions.
In industry, it is used to measure shapes, sizes or thicknesses of parts or layers, to instantly know the diameter of bars or tubes without touching them, or in three-dimensional vision systems with cameras. They are also used, among other applications, to read barcodes or to produce holograms.
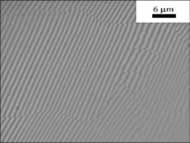
Other applications are the measurement of velocities in fluids (e.g. wind tunnel experiments) or the measurement of deformations in solids.
Motion in a fluid. On loan from the Holography and Optical Metrology Group of the I3A.